Accueil / Formations / SOUDEUR TIG SUR ALUMINIUM, INOX, ACIER CARBONE + QUALIFICATION DE SOUDAGE NF 9606-1/2 (21 heures)

Formacode : 23026 : soudage
Catégories : TIG 141
Toutes personnes désirant s’initier ou améliorer ses compétences dans le procédé TIG 141.
21 heures pour une période de 3 jours
Durée des cours théoriques: 5 heures
Durée des exercices pratique à réaliser sur le procédé TIG 141 : 16 heures
Aucun prérequis n’est nécessaire pour suivre cette formation.
Formation individuelle.
Inscription à réaliser deux semaines avant le démarrage de la formation.
Indicateurs mis à jour le 27/10/2023 pour la période du 01/01/2020 au 27/10/2023
L’assistance pédagogique est disponible du lundi au vendredi de 08H00 à 16H00.
Les accompagnements individuels seront à programmer avec le formateur du lundi au vendredi entre 08H00 et 16H00.
En centre de formation ou chez le client.
ITC SOUDAGE 7 rue d’Alsace 67140 Barr
Pour les personnes en situation de handicap, nous mettrons tout en œuvre pour vous accueillir ou pour vous réorienter. Vous pouvez nous contacter au 03.88.74.21.77.
À l’issue de la formation, le participant sera capable de mettre en œuvre les compétences suivantes :
Mise en œuvre du procédé de soudage à l’arc avec protection gazeuse TIG sur acier, aluminium et inox.
Le stagiaire aura la maîtrise du procédé de soudage par une pratique intensive et une montée rapide en compétence.
A l’issue de la formation, il ou elle se présentera à l’épreuve de qualification de soudeur NF ISO 9606-1-2
Nos formations sont disponibles à partir de 470 euros TTC par jour.
Nous contacter pour un devis personnalisé.
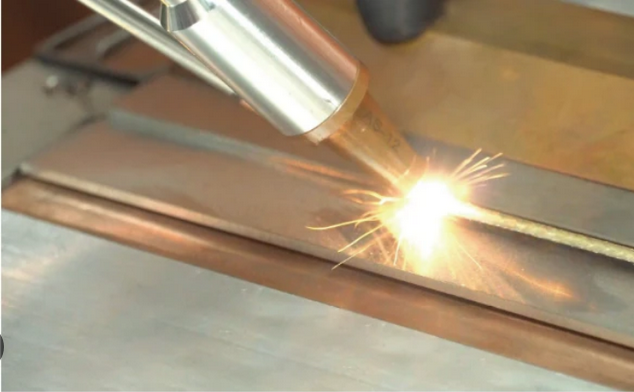
ÉTUDE DU PROCÉDÉ DE SOUDAGE TIG
SOUDAGE TIG 141 SUR ALUMINIUM, INOX, ACIER CARBONE.
Les dangers des gaz de soudage et coupage.
La protection du soudeur et les EPI (oculaire et vestimentaire)
Les risques de brulures
Les risques d’accidents électrique
Comment les éviter
Les mesures d’urgence en cas d’accident
Les aspects préventifs en sécurité soudage.
QCM
Grille d’évaluation
Travaux pratiques
Tests de contrôle de connaissances et validation des acquis à chaque étape
Échange avec le formateur durant toute la formation. (Fiche de suivi)
Suivi de l’exécution :
Attestation d’assiduité mentionnant les objectifs, la nature et la durée de l’action et les résultats de l’évaluation des acquis de la formation.
La dénomination du ou des modules suivis.
Attestation de réalisation des unités, signée par un représentant de l’organisme de formation, détaillant les travaux finalisés en cohérence avec le programme de formation.
Recueil individuel des attentes du stagiaire
Questionnaire d’auto-évaluation des acquis en début et en fin de formation.
Évaluation continue durant la session
Remise d’une attestation de fin de formation
Questionnaire d’évaluation de la satisfaction en fin de formation
La formation se déroule en centre de formation de façon intensive. Elle se fait de façon individuelle avec l’aide d’un formateur qui valide chaque étape de la formation et apporte des actions correctives et explications si nécessaires. Des QCM et tests de vérification des connaissances sont effectuées durant toute la durée de la formation. En début de parcours, le stagiaire se voit remettre une fiche d’auto-évaluation qui doit lui permettre d’évaluer la qualité de son travail d’après les critères d’acceptations de la norme NF EN ISO 6520-1. Cette fiche est à la fois signée par le stagiaire et le formateur.
Ce métier s’exerce dans de très nombreux secteurs industriels tels que :
Chaque formation est sous la responsabilité du directeur pédagogique de l’organisme de formation.
Le bon déroulement est assuré par le formateur désigné par l’organisme de formation.
La maîtrise du soudage TIG sur aluminium, acier inoxydable et acier ouvre de nombreuses opportunités professionnelles dans divers secteurs industriels tels que la construction navale, l’aérospatiale, l’automobile, l’industrie chimique, etc. Un soudeur TIG qualifié est essentiel pour assurer la qualité et la durabilité des soudures réalisées sur des matériaux spécifiques
Un soudeur TIG spécialisé dans l’aluminium, l’acier inoxydable et l’acier est un professionnel qualifié dans l’utilisation du procédé TIG (Tungsten Inert Gas) pour souder des pièces en ces matériaux. Voici quelques informations clés sur les compétences et les responsabilités d’un soudeur TIG :
La maîtrise du soudage TIG sur aluminium, acier inoxydable et acier ouvre de nombreuses opportunités professionnelles dans divers secteurs industriels tels que la construction navale, l’aérospatiale, l’automobile, l’industrie chimique, etc. Un soudeur TIG qualifié est essentiel pour assurer la qualité et la durabilité des soudures réalisées sur des matériaux spécifiques.
Le soudage TIG (Tungsten Inert Gas) de l’aluminium est une technique couramment utilisée pour souder des pièces en aluminium. Le soudage TIG utilise une électrode en tungstène non consommable pour générer un arc électrique, tandis qu’un gaz de protection inerte, tel que l’argon, est utilisé pour protéger la zone de soudure contre l’oxydation.
Voici les étapes générales du soudage TIG de l’aluminium :
Il est important de noter que le soudage TIG de l’aluminium peut être plus complexe que le soudage d’autres matériaux, car l’aluminium a une conductivité thermique élevée et une tendance à former rapidement une couche d’oxyde à sa surface. Une attention particulière doit être accordée au nettoyage, au réglage des paramètres et à la technique de soudage pour obtenir des soudures de qualité.
Le taux de réussite pour cette formation est de 100 % pour l’année 2023.
Merci de renseigner les différentes informations afin que nous puissions être le plus précis possible.
Particulier
Professionnel