Mise en œuvre du ou des procédés de soudage
Exécuter des rechargements sur différents outils ou pièces abimées
Réaliser des travaux de rechargement dans les règles de l’art sur différents assemblages
Savoir utiliser un oxycoupeur.

Accueil / Formations / FORMATION RECHARGEMENT TIG/SAEE/MIG ET OXYCOUPAGE
Formacode : 23026
Mise en œuvre du ou des procédés de soudage
Exécuter des rechargements sur différents outils ou pièces abimées
Réaliser des travaux de rechargement dans les règles de l’art sur différents assemblages
Savoir utiliser un oxycoupeur.
Catégories : FORMATION RECHARGEMENT TIG/SAEE/MIG ET OXYCOUPAGE
Pour les personnes en situation de handicap, nous mettrons tout en œuvre pour vous accueillir ou pour vous réorienter. Vous pouvez nous contacter au 03.88.74.21.77.
A l’issue selon votre durée de formation vous serez capable de :
Nous contacter pour un devisNos formations sont disponibles à partir de 470 euros TTC par jour.
Nous contacter pour un devis personnalisé.
INTÉRÊT DU RECHARGEMENT
Avantages et inconvénients
Procédés de soudage en rechargement
Choix des procédés
Dilution
Métaux de base et métaux d’apport
Divers types de rechargement (classes d’alliages)
Préparation des pièces
Mode opératoire des différentes nuances des matériaux
Préchauffage et traitements thermiques selon l’épaisseur de la pièce
Contrôle visuel
MODULE OXYCOUPAGE
Principes et applications
Matériels et produits
Chalumeaux coupeurs et soudeurs
Gaz utilisés
Méthodes de coupage
Réglages des chalumeaux
Préparation des bords
Défauts des différentes coupes
Moyens de contrôle
Hygiène et sécurité
Travaux pratiques sur différents assemblage avec les procédés de soudage 141,111,135
Mode opératoire des différents rechargements dur ou tendre.
Travaux pratiques avec le chalumeau oxycoupeur.
Suivi de l’exécution :
Ce métier s’exerce dans de très nombreux secteurs industriels tels que :
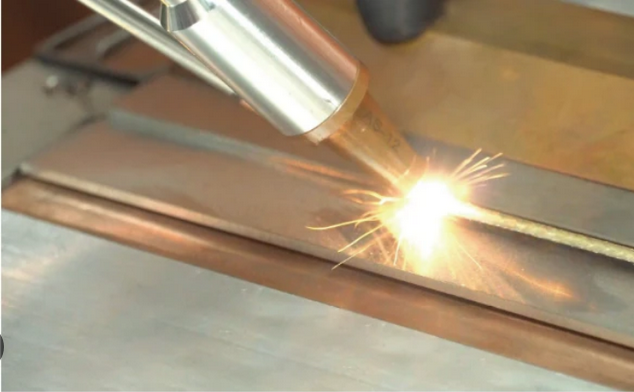
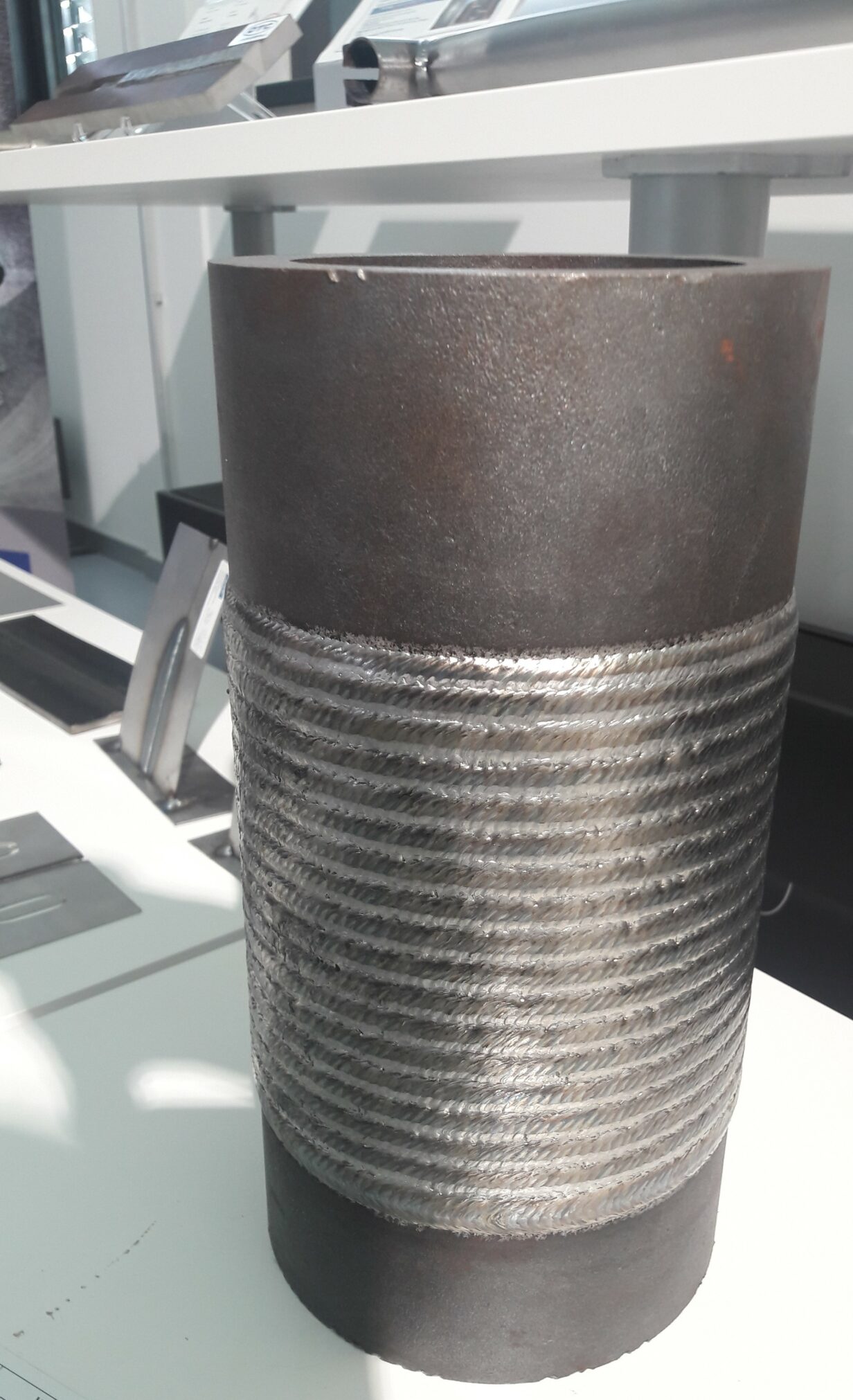
Le rechargement en soudage est une technique utilisée pour restaurer ou renforcer des pièces métalliques usées ou endommagées. Elle consiste à ajouter du matériau de soudage supplémentaire sur la zone à réparer ou renforcer. Voici les principales étapes du processus de rechargement en soudage :
Il est important de noter que le rechargement en soudage nécessite une bonne maîtrise des techniques de soudage et une compréhension approfondie des propriétés des matériaux utilisés. Une formation et une expérience pratique sont essentielles pour réaliser des rechargements de haute qualité
OXYCOUPAGE:
Il est important de prendre des précautions de sécurité lors de l’oxycoupage, telles que le port d’équipements de protection individuelle (lunettes de sécurité, gants résistants à la chaleur, vêtements ignifuges) et le respect des bonnes pratiques de manipulation des gaz et de prévention des incendies.
| Public | Soudeurs, Toutes personnes désirant améliorer ses compétences dans le procédé |
|---|---|
| Pré-requis | Avoir des connaissances en soudage MAG 136 |
| Durée | Selon les besoins définis au préalable avec votre entreprise ou à l’issue d’un test, de 1 à 10 jours |
| Lieu | En centre, en entreprise, site de production, sur chantier |
| Évaluation des connaissances | Evaluation des connaissances pratiques permanente durant la formation, QCM |
| Pédagogie | La formation est dispensée par un formateur qualifié, basée sur une pratique intensive |
| Validation des acquis | Attestation de stage en fin de formation |
| Equipement à prévoir | Chaussure de sécurité, veste et pantalon de travail en coton |
Merci de renseigner les différentes informations afin que nous puissions être le plus précis possible.
Particulier
Professionnel