Accueil / Formations / SOUDEUR MULTI-PROCEDES TIG-MIG-MAG SUR ALUMINIUM, INOX ET ACIER + QUALIFICATIONS DE SOUDAGE NF 9606-1/2 (300 heures)

Formacode : 23026 : soudage
Catégories : FORMATION LONGUE DUREE, MAG 135, SOUDAGE MULTI-PROCEDES, TIG 141
Aucun prérequis n’est nécessaire pour suivre cette formation.
Indicateurs mis à jour le 27/10/2023 pour la période du 01/01/2020 au 27/10/2023
Pour les personnes en situation de handicap, nous mettrons tout en œuvre pour vous accueillir ou pour vous réorienter. Vous pouvez nous contacter au 03.88.74.21.77.
À l’issue de la formation, le participant sera capable de mettre en œuvre les compétences suivantes :
Nos formations sont disponibles à partir de 470,00€ TTC par jour.
Nous contacter pour un devis personnalisé.
35 heures
METALLURGIE DU SOUDAGE ET INFLUENCE DES CYCLES :
ETUDE DU PROCEDE DE SOUDAGE TIG
ETUDE DU PROCEDE MIG-MAG 135-131 SUR ALUMINIUM, INOX, ACIER
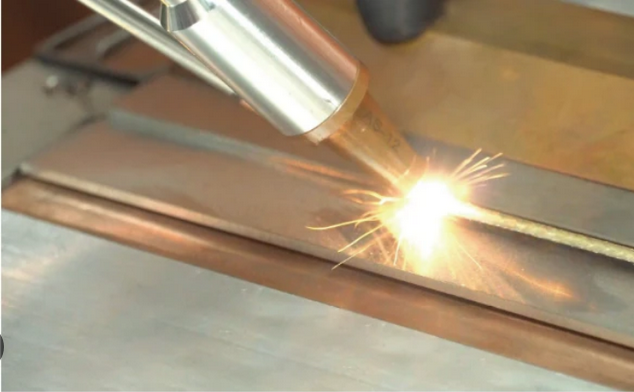
SOUDAGE TIG 141 SUR ALUMINIUM, INOX, ACIER CARBONE.
SOUDAGE MIG-MAG 135-131 SUR ALUMINIUM, INOX, ACIER
Suivi de l’exécution :
Ce métier s’exerce dans de très nombreux secteurs industriels tels que :
Un soudeur multi-procédés TIG et MIG-MAG spécialisé dans l’aluminium, l’acier et l’acier inoxydable est un professionnel qualifié dans l’utilisation de différentes techniques de soudage pour assembler des pièces en ces matériaux. Voici quelques informations clés sur les compétences et les responsabilités d’un soudeur multi-procédés :
Le taux de réussite pour cette formation est de 100 % pour l’année 2023.
Merci de renseigner les différentes informations afin que nous puissions être le plus précis possible.
Particulier
Professionnel